简体中文
简体中文
Razumijevanje PPR spojnica i njihove bitne uloge
A PPR spojnica je specijalizirani spoj koji se koristi za spajanje dva dijela polipropilenske cijevi slučajnog kopolimera (PPR) u ravnoj liniji zavarivanjem toplinskom fuzijom. Ova temeljna komponenta služi kao primarna metoda spajanja za produljenje nizova cijevi i stvaranje spojeva koji ne propuštaju u distribucijskim sustavima tople i hladne vode. PPR spojnice proizvedene su od istog nasumičnog kopolimernog materijala kao i same cijevi, čime se osigurava toplinska kompatibilnost i jednolike karakteristike širenja kroz cijeli sustav.
Dizajn spojnice ima utičnicu na svakom kraju s precizno obrađenim unutarnjim dimenzijama koje se prilagođavaju vanjskom promjeru cijevi. Tijekom ugradnje, oba kraja cijevi i spojni nastavci se istovremeno zagrijavaju 260±10°C, zatim spojeni pod pritiskom kako bi se stvorila molekularna veza jači od samog materijala cijevi. Ovaj postupak zavarivanja topljenjem eliminira potrebu za ljepilima, brtvilima ili mehaničkim pričvršćivačima, što rezultira trajno zabrtvljenim spojem koji održava puni tlak u sustavu.
PPR spojnice dostupne su u veličinama u rasponu od 20 mm do 110 mm promjera, što odgovara standardnim dimenzijama cijevi. Održavaju istu klasifikaciju tlaka (PN10, PN16, PN20 ili PN25) kao i cijevi koje spajaju, osiguravajući dosljednu izvedbu u cijelom sustavu. Komponenta iznosi približno 15-25% ukupnih zahtjeva za ugradnju u tipičnim vodovodnim instalacijama, što ga čini najčešće korištenim PPR spojem.
Vrste i varijante PPR spojnica
Različite konfiguracije spojki ispunjavaju specifične zahtjeve instalacije i dizajn sustava:
Standardne utičnice spojnice
Najčešći tip ima dvije identične utičnice za spajanje cijevi istog promjera. Ove spojke imaju kompaktnu duljinu od približno 1,5-2 puta veći od promjera cijevi , smanjujući prostor potreban za veze. Standardne spojnice prikladne su i za izložene i za skrivene instalacije gdje su potrebni ravni produžeci cijevi bez promjene smjera.
Redukcijske spojnice
Ovi specijalizirani priključci spajaju cijevi različitih promjera, s utičnicama dvije različite veličine. Redukcijske spojke eliminiraju potrebu za odvojenim reduktorskim priključcima i dodatnim spojevima, pojednostavljujući instalacije gdje dolazi do prijelaza veličine cijevi. Uobičajene kombinacije veličina uključuju 32 mm do 25 mm, 25 mm do 20 mm i 40 mm do 32 mm. Korištenje redukcijskih spojki umjesto višestrukih spojnica smanjuje vrijeme instalacije za približno 30% i smanjuje potencijalna mjesta curenja.
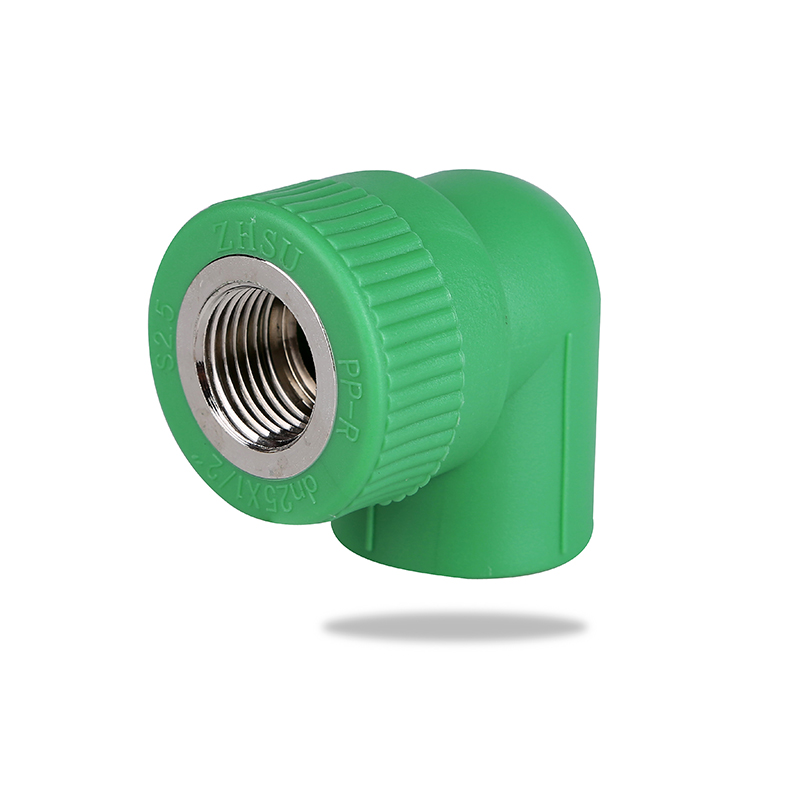
Navojne spojnice
PPR spojnice s integriranim metalnim navojem omogućuju prijelazne veze s opremom, ventilima ili učvršćenjima s navojnim spojevima. Jedan kraj ima standardnu PPR utičnicu za toplinsku fuziju, dok drugi sadrži navoje od mesinga ili nehrđajućeg čelika (obično 1/2", 3/4" ili 1" NPT ili BSP). Metalni umetak je uliven u tijelo PPR-a tijekom proizvodnje, stvarajući trajnu mehaničku vezu. Ovi prijelazni spojevi ključni su tamo gdje se PPR sustavi spajaju s konvencionalnim komponentama vodovoda, s mjedeni umetci za tlakove do 2,5 MPa na 20°C .
Popravak spojnica
Spojnice povećane duljine dizajnirane za popravke imaju dublje utičnice ili klizne mehanizme koji omogućuju spajanje na postojeće cijevi bez potrebe zakretanja cijevi. Ovi specijalizirani priključci pokazali su se neprocjenjivima pri zamjeni oštećenih dijelova u skučenim prostorima ili kada se cijevi ne mogu okretati zbog prostornih ograničenja. Spojnice za popravak obično mjere 2,5-3 puta standardna duljina spojke kako bi se prilagodila dodatna dubina utičnice potrebna za ovu primjenu.
| Vrsta spojke | Primarna primjena | Ključna značajka | Kontekst instalacije |
|---|---|---|---|
| Standardna utičnica | Priključci istog promjera | Kompaktan dizajn | Opći produžeci cijevi |
| Smanjenje | Prijelazi promjera | Dvije različite veličine utičnica | Redukcije grana |
| Navojem | Priključci opreme | Umetak s metalnim navojem | Sučelja ventila i učvršćenja |
| Popravak | Zamjena oštećenog dijela | Produžena dubina utičnice | Popravci u zatvorenom prostoru |
Ispravne tehnike ugradnje PPR spojnica
Ispravni postupci ugradnje ključni su za postizanje pouzdanih spojeva bez curenja koji održavaju punu izvedbu sustava:
Priprema prije instalacije
Prije početka zavarivanja taljenjem, provjerite odgovaraju li cijevi i spojnice promjeru i nazivnom tlaku. Izrežite cijevi pravokutno pomoću namjenskih PPR rezača cijevi kako biste osigurali okomite krajeve bez deformacija. Označite dubinu umetanja na krajevima cijevi koristeći spojnicu kao vodič—uobičajene dubine umetanja kreću se od 14 mm za cijevi od 20 mm do 40 mm za cijevi od 110 mm . Temeljito očistite i osušite oba kraja cijevi i utičnice spojke, uklanjajući svu prljavštinu, vlagu ili ulje koji bi mogli ugroziti kvalitetu fuzije.

Postupak zavarivanja taljenjem
Zagrijte alat za zavarivanje topljenjem na specificiranu temperaturu od 260°C i ostavite dovoljno vremena za zagrijavanje, obično 10-15 minuta za pouzdanu stabilnost temperature . Istovremeno umetnite kraj cijevi u iglu za grijanje, a spojnu utičnicu na matricu za grijanje. Primijenite umjereni pritisak tijekom zagrijavanja bez prisiljavanja—pretjerani pritisak može deformirati stijenku cijevi. Trajanje grijanja mora točno odgovarati specifikacijama promjera cijevi:
- Promjer 20 mm: 5 sekundi zagrijavanje, 4 sekunde spajanje, 2 minute hlađenje
- Promjer 25 mm: 7 sekundi zagrijavanje, 4 sekunde spajanje, 2 minute hlađenje
- Promjer 32 mm: 8 sekundi zagrijavanje, 6 sekundi spajanje, 4 minute hlađenje
- Promjer 40 mm: 12 sekundi zagrijavanje, 6 sekundi spajanje, 4 minute hlađenje
- Promjer 50 mm: 18 sekundi zagrijavanje, 6 sekundi spajanje, 4 minute hlađenje
Spajanje i hlađenje
Nakon zagrijavanja, uklonite obje komponente iz alata i odmah umetnite cijev u naglavak spojke jednim laganim pokretom dok ne postignete označenu dubinu umetanja. Čvrsto držite zglob u položaju bez uvijanja ili podešavanja—svaki pokret tijekom početne faze hlađenja ugrozit će integritet zgloba. Mala kuglica otopljenog materijala trebala bi se formirati oko perimetra spoja, što ukazuje na pravilno spajanje. Održavajte spoj u fiksnom položaju tijekom cijelog perioda hlađenja prije nego što dopustite bilo kakvo naprezanje ili pomicanje. Spojevi izloženi naprezanju prije odgovarajućeg hlađenja pokazuju se stope kvarova do 40% veće nego pravilno hlađene veze.
Provjera kvalitete
Pregledajte dovršene spojeve za jednolike fuzijske kuglice po cijelom obodu, što ukazuje na dosljedno zagrijavanje i umetanje. Cijev treba umetnuti do označene dubine bez razmaka na ramenu spojnice. Provjerite poravnanje—cijevi se trebaju nastaviti u ravnoj liniji kroz spojnicu bez vidljivih kutova ili pomaka. Pravilno izvedeni spojevi ne pokazuju izbjeljivanje naprezanja, deformacije ili područja nepotpune fuzije. Održavaju profesionalni instalateri stope kvarova ispod 1% kada se slijede odgovarajući postupci .
Tehničke specifikacije i standardi izvedbe
PPR spojke moraju ispunjavati stroge tehničke zahtjeve kako bi se osigurala pouzdanost i sigurnost sustava:
Zahtjevi za točnost dimenzija
Unutarnji promjeri naglavka moraju održavati precizne tolerancije kako bi se osiguralo ispravno spajanje bez razmaka ili pretjeranog pomaka materijala. Standardi proizvodnje određuju dopuštena odstupanja ±0,2 mm za cijevi promjera do 63 mm i ±0,3 mm za veće veličine . Debljina stijenke na tijelu spojke mora biti jednaka ili veća od debljine stijenke cijevi kako bi se spriječile slabe točke u sustavu. Dubina utičnice mora osigurati odgovarajuće područje spajanja uz održavanje razumne duljine spojke za praktičnu ugradnju.
Izvedba tlaka i temperature
PPR spojnice imaju istu klasifikaciju tlaka kao i cijevi koje spajaju. PN20 spojnica koja se koristi s PN20 cijevi održava 2,0 MPa radni tlak na 20°C i 1,0 MPa na 70°C . Spojni materijal mora pokazati identične karakteristike toplinskog širenja kao cijev, s koeficijentom od 0,15 mm/m·K, čime se osigurava da se toplinski stres ne koncentrira na spojevima. Ispravno ugrađeni spojni spojevi podnose ispitivanje tlaka do 1,5 puta većeg od nazivnog radnog tlaka bez curenja ili deformacije.
Standardi kvalitete materijala
Kvalitetne spojnice koriste nasumični kopolimerni materijal tipa 3 (PPR) koji zadovoljava specifikacije ISO 15874. Materijal mora pokazivati minimalnu vlačnu čvrstoću od 25 MPa i održavati fleksibilnost na niskim temperaturama bez krhkog loma. Proizvodnja netaknutog materijala osigurava dosljedna svojstva, dok reciklirani sadržaj može uvesti varijacije koje ugrožavaju izvedbu. Renomirani proizvođači označavaju svaku spojku veličinom, ocjenom tlaka, datumom proizvodnje i informacijama o sukladnosti sa standardima. Odsutnost jasnih oznaka upućuje na to nekvalitetni proizvodi sa stopama kvarova 3-5 puta većim nego certificirane komponente.
Provjera kemijske otpornosti
PPR spojnice moraju biti otporne na degradaciju od klorirane vode, pH varijacije i promjene temperature. Protokoli testiranja izlažu spojeve uvjetima ubrzanog starenja uključujući kontinuirano izlaganje vodi na 95°C tijekom 1000 sati, nakon čega slijedi ispitivanje tlakom kako bi se potvrdilo zadržavanje mehaničkih svojstava. Kvalitetne komponente pokazuju smanjenje čvrstoće manje od 10%. nakon ubrzanog starenja jednako 50 godina službe.
Uobičajene pogreške pri instalaciji i prevencija
Razumijevanje čestih instalacijskih pogrešaka pomaže u sprječavanju kvarova sustava i skupih popravaka:
Nedovoljno ili pretjerano grijanje
Neadekvatno vrijeme zagrijavanja sprječava pravilnu molekularnu fuziju, stvarajući slabe spojeve koji mogu odmah iscuriti ili razviti sporo curenje tijekom vremena. Suprotno tome, prekomjerno zagrijavanje degradira strukturu polimera, smanjujući čvrstoću i stvarajući prevelike fuzijske kuglice koje djelomično ometaju protok. Terenska istraživanja pokazuju da vremenska odstupanja veća od ±2 sekunde od specifikacija povećavaju rizik kvara za 60% . Koristite mjerače vremena ili slijedite standardizirane rasporede grijanja kako biste održali dosljednost u svim spojevima.
Kontaminirane fuzijske površine
Prljavština, vlaga, ulje ili oksidacija na krajevima cijevi ili spojnim utičnicama ometaju molekularno vezivanje. Čak i male količine onečišćenja stvaraju slabe zone koje koncentriraju stres. Uklonite vanjski sloj s krajeva cijevi pomoću alata za brijanje i očistite utičnice spojke izopropilnim alkoholom prije spajanja. Nošenje rukavica sprječava masnoću kože da zagadi površine. Kvarovi povezani s kontaminacijom obično se manifestiraju kao curenje kroz rupice koje se pojavljuju 6-18 mjeseci nakon ugradnje kada toplinsko cikliranje napreže ugroženu vezu.
Nepotpuna dubina umetanja
Neuspjeh umetanja cijevi u potpunosti do ramena utičnice smanjuje područje spajanja i stvara točke koncentracije naprezanja. Jasno označite točnu dubinu umetanja na krajevima cijevi prije zagrijavanja i provjerite potpuno umetanje odmah nakon spajanja dok materijal ostaje vidljiv. Nepotpuno umetanje smanjuje čvrstoću spoja do 50% i značajno povećava vjerojatnost kvara pod pritiskom ili hidrauličnim udarom.
Kretanje tijekom hlađenja
Rotiranje, savijanje ili naprezanje spojeva prije odgovarajućeg hlađenja sprječava pravilnu kristalizaciju zone fuzije. Čak i blagi pokreti ugrožavaju cjelovitost veze. Adekvatno poduprite cijevi tijekom razdoblja hlađenja i planirajte redoslijed ugradnje kako biste izbjegli rad u blizini nedavno završenih spojeva. Vremena hlađenja koja ovise o temperaturi moraju se produljiti u hladnim okruženjima - instalacije ispod 5°C temperature okoline zahtijevaju 50% duža razdoblja hlađenja kako bi se postigla jednaka čvrstoća.
Neusklađene komponente
Kombiniranjem spojnica i cijevi različitih tlačnih stupnjeva stvaraju se slabe točke sustava. PN16 spojka u PN20 sustavu ne može sigurno podnijeti puni tlak sustava. Slično tome, korištenje prevelikih ili premalih spojnica sprječava ispravno spajanje ili stvara prekomjerno naprezanje. Provjerite kompatibilnost komponenti prije instalacije, osiguravajući da svi elementi dijele istu klasifikaciju tlaka i nazivni promjer.
Kriteriji odabira za različite primjene
Odabir odgovarajućih PPR spojnica ovisi o specifičnim zahtjevima sustava i uvjetima ugradnje:
Sustavi tople i hladne vode za stambene objekte
Standardne stambene instalacije obično koriste PN20 spojnice za distribuciju tople i hladne vode. Oni pružaju odgovarajuću sigurnosnu granicu za tipične komunalne tlakove vode od 0,3-0,6 MPa, dok se prilagođavaju povremenim skokovima tlaka. Sustavi tople vode koji rade na 60-70°C imaju koristi od PN20 1,0 MPa nazivni tlak na 70°C , osiguravajući dugoročnu pouzdanost. Samo za vodove hladne vode, PN16 spojnice nude uštedu bez žrtvovanja sigurnosti.
Primjene radijacijskog podnog grijanja
Sustavi podnog grijanja zahtijevaju manje spajanja zbog kontinuiranih cijevi, ali priključci na razdjelnicima i sučeljima opreme ostaju kritični. Odaberite spojnice sa svojstvima barijere za kisik koja odgovaraju specifikaciji cijevi kako biste spriječili koroziju sustava. Radne temperature od 40-55°C dopuštaju upotrebu PN16 spojnica u većini slučajeva, iako PN20 pruža dodatnu sigurnosnu marginu. Navojne spojke olakšavaju spajanje na razdjelnike i kotlovsku opremu.
Komercijalni i visokotlačni sustavi
Višekatnice ili sustavi s pumpama za povišenje tlaka mogu iskusiti tlakove veće od 1,0 MPa, zahtijevajući spojke PN25 ocijenjene za 2,5 MPa na 20°C . Industrijske primjene s cirkulacijom tople vode na 80-90°C također imaju koristi od većeg kapaciteta smanjenja temperature PN25. Povećana debljina stjenke PN25 komponenti dodaje minimalne troškove dok pruža znatnu sigurnosnu granicu tlaka.
Vanjske i izložene instalacije
Spojnice na vanjskim lokacijama zahtijevaju formulacije otporne na UV zračenje kako bi se spriječila degradacija uslijed izlaganja sunčevoj svjetlosti. Standardni PPR za unutarnju upotrebu požuti i postaje krt nakon produljenog izlaganja UV zračenju, s gubitkom čvrstoće nakon 6-12 mjeseci izravne sunčeve svjetlosti . UV-stabilizirane spojke sadrže čađu ili UV inhibitore, zadržavajući svojstva 10 godina u vanjskim uvjetima. Za podzemne instalacije, standardne spojnice rade odgovarajuće jer tlo pruža UV zaštitu.
| Vrsta aplikacije | Preporučena ocjena | Radni uvjeti | Posebna razmatranja |
|---|---|---|---|
| Stambena hladna voda | PN16 | 20°C, 0,3-0,6 MPa | Isplativi izbor |
| Topla voda za stanovanje | PN20 | 60-70°C, 0,4-0,8 MPa | Standardna preporuka |
| Podno grijanje | PN16-PN20 | 40-55°C, 0,3-0,5 MPa | Potrebna je kisikova barijera |
| Komercijalni visoki tlak | PN25 | Varijabilna temperatura, >1,0 MPa | Maksimalna sigurnosna granica |
| Vanjski izložen | PN16-PN20 | Varijabilna, UV izloženost | UV-stabilizirana formula |
Procjena kvalitete i provjera proizvoda
Razlikovanje kvalitetnih PPR spojnica od inferiornih proizvoda štiti integritet sustava i sprječava preuranjene kvarove:
Kriteriji vizualnog pregleda
Provjerite glatkoću i ujednačenost spojnih površina. Kvalitetne spojnice pokazuju postojanu boju bez pruga, mrlja ili promjene boje. Unutrašnjost utičnice mora biti čista i glatka bez grubih područja ili vidljivih nečistoća. Debljina stjenke mora biti ujednačena po cijelom opsegu - varijacije su veće 0,3 mm označava lošu kontrolu proizvodnje . Provjerite ima li potpunih, čitljivih oznaka uključujući identifikaciju proizvođača, veličinu, nazivni tlak i datum proizvodnje.
Metode provjere materijala
Originalni PPR materijal pokazuje specifične fizičke karakteristike. Materijal bi trebao biti gust i čvrst, a ne šupalj ili lagan. Savijanje spojnice mora pokazati elastičnost bez pucanja ili trajne deformacije. Kvalitetni PPR vraća se u svoj izvorni oblik nakon savijanja, dok lošiji materijali mogu pokazati izbjeljivanje od stresa ili ostati deformirani. Ispitivanje tvrdoće površine pomoću durometra trebalo bi dati očitanja od 60-70 Shore D za autentičan PPR , dok mekši materijali upućuju na reciklirani sadržaj ili lošije polimere.
Certifikacija i usklađenost sa standardima
Renomirani proizvođači pružaju dokumentaciju o testiranju i certifikaciji treće strane. Potražite usklađenost s ISO 15874, EN 15874 ili ekvivalentnim nacionalnim standardima. Certifikati priznatih tijela kao što su NSF, DVGW ili WRAS pokazuju da su proizvodi podvrgnuti rigoroznom testiranju sigurnosti i učinkovitosti. Zatražite izvješća o ispitivanju koja pokazuju rezultate otpornosti na pritisak, toplinske cikluse i otpornost na kemikalije. Proizvode koji nemaju odgovarajuće certifikate ili dokumentaciju treba izbjegavati bez obzira na cjenovne prednosti, npr necertificirani spojevi pokazuju stope kvarova 400-500% više nego certificirane komponente.
Procjena pakiranja i skladištenja
Kvalitetni proizvođači pakiraju spojnice u zatvorene vrećice ili kutije koje štite od kontaminacije i UV zračenja tijekom skladištenja. Pojedinačno pakiranje ili organizirano pakiranje u rasutom stanju ukazuje na pozornost na kontrolu kvalitete. Labavi, nezapakirani priključci mogu imati nakupljenu prljavštinu ili štetu tijekom rukovanja. Provjerite uvjete skladištenja—PPR spojnice pohranjene na izravnoj sunčevoj svjetlosti ili ekstremnim temperaturama možda su se pokvarile prije instalacije. Proizvodi pravilno pohranjeni u skladištima s kontroliranom klimom zadržavaju pune specifikacije na neodređeno vrijeme.
Razmatranje troškova i ekonomska analiza
Razumijevanje troškova PPR spajanja pomaže u optimizaciji proračuna projekta uz održavanje standarda kvalitete:
Struktura cijena materijala
Standardne utičnice predstavljaju relativno male troškove u ukupnim troškovima sustava. Uobičajene cijene kreću se od 0,50-1,50 USD za spojnice od 20 mm do 3,00-8,00 USD za veličine od 50 mm , ovisno o nazivnom tlaku i proizvođaču. Redukcijske spojke koštaju otprilike 30-50% više od standardnih spojnica zbog povećanog materijala i složenosti proizvodnje. Navojne spojnice s mesinganim umetcima zahtijevaju vrhunske cijene od 3-5 puta veće od standardnih troškova spojki zbog metalne komponente i zahtjeva za sklapanje.
Instalacija Ekonomika rada
Dok su troškovi materijala za spajanje skromni, rad na ugradnji predstavlja veću komponentu troškova. Iskusni instalateri dovršavaju spojne spojeve brzinom od 15-25 spojeva na sat ovisno o veličini cijevi i pristupačnosti . Ova se učinkovitost prevodi u troškove rada od približno 2 do 5 USD po zglobu za stambene radove. Minimiziranje broja spojeva kroz pažljiv dizajn sustava smanjuje troškove materijala i rada. Korištenje redukcijskih spojnica umjesto zasebnih reduktora i dodatnih spojeva štedi otprilike 8-12 USD po prijelaznoj točki kada je uključen rad.
Usporedba troškova životnog ciklusa
Kvalitetne PPR spojke pravilno ugrađene ne zahtijevaju nikakvo održavanje i pružaju 50 godina radnog vijeka. Ova dugotrajnost eliminira troškove zamjene koji utječu na mehaničke spojeve, kompresijske spojeve ili lemljene spojeve. Trajna priroda zavarivanja taljenjem sprječava curenje koje uzrokuje oštećenje vodom—najskuplju posljedicu kvarova vodovodnih instalacija. To pokazuju statistike osiguravateljske industrije ispravno instalirani PPR sustavi pokazuju stope curenja 85% manje od metalnih sustava s navojem tijekom razdoblja od 20 godina, što dovodi do znatnih ušteda u troškovima popravka i sprječavanju oštećenja vodom.

Kompromis kvalitete u odnosu na cijenu
Vrhunske spojke etabliranih proizvođača koštaju 20-40% više od ekonomskih marki, ali nude značajno veću pouzdanost. Inkrementalna razlika u troškovima iznosi samo 50-150 USD za cijeli stambeni sustav, ali razlika u performansama može biti znatna. Jeftine spojnice često koriste reciklirane materijale, neadekvatnu kontrolu kvalitete ili nestandardne dimenzije koje ugrožavaju integritet spoja. Profesionalni instalateri to izvješćuju jamstveni povratni pozivi za premium proizvode ispod 0,1% u usporedbi s 2-5% za ekonomske marke, pokazujući da skromna dodatna ulaganja donose značajna poboljšanja pouzdanosti.
Rješenja za rješavanje problema i popravak
Rješavanje problema povezanih sa spajanjem zahtijeva razumijevanje uobičajenih načina kvarova i odgovarajućih tehnika sanacije:
Identificiranje neispravnih zglobova
Kvarovi spojnih spojeva obično se očituju kao polagano kapanje ili plakanje, a ne kao katastrofalna puknuća. Sumnjivi spojevi pokazuju nakupljanje vlage, mrlje od vode ili mineralne naslage na mjestu spajanja. Tijekom ispitivanja tlakom, neispravni spojevi pokazuju pad tlaka ili vidljivo curenje vode. Nepotpuna fuzija često se pojavljuje kao praznine između kraja cijevi i ramena spojnice ili asimetrične fuzije oko perimetra spoja. Područja izbijeljena od stresa u blizini zglobova ukazuju na preopterećenje ili kretanje tijekom hlađenja.
Postupci popravka
Pokvareni spojni spojevi ne mogu se popraviti na mjestu—potrebno je potpuno uklanjanje i zamjena. Izrežite neispravnu spojnicu i kratki dio cijevi sa svake strane, pazeći da su rezovi barem 100 mm udaljen od starih zona fuzije kako bi se izbjegao materijal pod utjecajem topline. Za ponovno spajanje sustava upotrijebite spojku za popravak ili dvije standardne spojke s međucijevom. Ako je prostor ograničen i rotacija cijevi je nemoguća, spojnice za popravak s produljenim utičnicama ili klizne izvedbe omogućuju spajanje na fiksne cijevi. Osigurajte odgovarajuće vrijeme hlađenja prije stavljanja tlaka u popravljene dijelove.
Protokoli preventivnog pregleda
Za kritične instalacije ili prije sakrivanja cijevi u zidove ili podove, provedite temeljite vizualne preglede svih spojnih spojeva. Provjerite dosljedne fuzijske kuglice, odgovarajuću dubinu umetanja i poravnanje. Tlačno ispitajte cijeli sustav na 1,5 puta većem radnom tlaku tijekom najmanje 1 sata, prateći eventualni pad tlaka. Dugoročno praćenje treba uključivati periodičku provjeru dostupnih spojeva, posebno u područjima izloženim vibracijama, toplinskim ciklusima ili mehaničkim naprezanjima. Rano otkrivanje spojeva koji cure omogućuje popravak prije nego dođe do značajne štete od vode.